Preliminary Work—MOV and MAC Models only.
Before removing the engine from the frame remove the fuel tank, primary chain and clutch (see sections dealing with these points). Disconnect the cables from the positive battery terminal (the rear one).
Remove the dynamo with the inner half of the belt-cover after loosening the dynamo strap and pulling out the single pin plug from the dynamo. Take off the inner half of the primary chain cover—held by four screws. to the face of the gearbox. These screws are secured by locking wires. Cut these and use new wires when re-assembling.
Remove all bolts from the engine plates and disconnect the eye of the gearbox adjuster from the nearside rear engine-plate. Remove the engine from the frame.
Preliminary Work - MSS.
Proceed as in the previous section, but do not remove the bolts securing the crank case to the rear engine plates as the engine and gearbox have to be removed together with the rear engine plates attached. The gearbox adjuster can also be left in position. Loosen the bolts securing the engine plates to the crank case and lift the entire engine and gearbox out of the frame. Remove the front half of the primary chain cover, the clutch, engine sprocket, and chain (only on MAC and MSS Models after 1940).
Cut the locking wire and take out the four shouldered screws securing the back half of the cover to the gearbox and take it off. Finally separate the gearbox from the engine on the bench.
Dismantling Cylinder and Piston.
Support the engine in a convenient position by gripping in a vice the front flange of the crankcase, supporting the rear of the engine from the bench by means of a steel bar bent to fit into one of the bolt holes and set to rest firmly on the bench. This takes a lot of the weight and prevents the engine sliding down in the vice.
Take off the rocker box and cylinder head as described on pages 46 and 47, remove the pushrods and guide plate and take off the pushrod tubes, top and bottom, by detaching from the crankcase. With the flat of the hands against the front and rear of the cylinder, push it sharply backwards and forwards alternately, exerting an upward pressure at the same time, to loosen the cylinder in the crankcase. When free, pull it up carefully off the piston. It is advisable to have an assistant to support the piston as it is freed from the cylinder, in order to avoid damage.
Make a note before removing the piston which side of the engine the slot for the removal of the circlip is situated, or mark the piston so that it is put back into the same position. On the MOV and MAC Models the larger of the two flat surfaces on the crown is below the exhaust valve.
Split-skirt pistons are always fitted with the split at the front.
Remove one of the circlips from the piston and drive out the gudgeon pin from the opposite side. A soft metal punch must be used against the end of the pin to prevent damage. An assistant is essential when driving out the pin, so that the piston is supported on the opposite side to avoid bending the connecting rod.
The pin is a light driving fit with the piston cold.
Removal of Piston Rings.
To remove the piston rings, gently expand the ends of the top piston ring away from the piston and insert three or four thin metal strips between the ring and the piston, sliding these round behind the ring until it is possible to slide the ring upwards over the piston crown. Take care not to spring the rings any more than is necessary to put the strips into place and to raise them out of the grooves as piston rings are rather brittle. This applies particularly to the slotted oil control ring. Some MSS engines have a " stepped " section scraper ring in the third groove from the top.
Re-cutting Valve Seats. (Iron Heads Only.)
The seatings in the head can then be cleaned up by using a 45° cutter with a 5/16-in pilot diameter, 4-in. long. A 3/8-in pilot will be needed for the MSS exhaust guide.
After prolonged service, and repeated cutting, the seatings may become sunk well below the surrounding surface of the combustion chamber, and this condition lowers the efficiency of the engine. The ridge of metal around the seat then needs cutting way and the surface blending into the hemisphere of the combustion chamber, otherwise the valves will be masked and loss of power will result.
Refacing Valve Seats. (Alloy Head.)
This can only be accomplished satisfactorily with a refacing stone and the work should be left to a Service Agent who will have the necessary 45° angle stone and tackle.
Replacing Valve Guides. (Alloy Head.)
The guides are bored to give a diametrical valve clearance of .0015-in. to .0025 -in. and are fitted during manufacture when the cylinder head is heated.
When replacement is necessary the head must be heated before attempting to drive or press the old guides from the head or fit new ones. Note that the inlet guide is chamfered on the outside of the end fitting into the port.
After heating the head press in the guides until they stand .in. above the machined faces surrounding the guide holes.
Replacing Valve Guides. (Iron Head Model.)
The valve guides are detachable, and can be removed and new ones fitted with a double diameter soft punch or drift. The small end should be 5/16-in. diameter for about 2-in., and the remainder ½-in. diameter approximately 4-in. long. Drive out the guides from inside the ports, but do not remove them unless they are worn or damaged so as to need replacement.
Inspection of Cylinder and Piston Rings.
The cylinder should now be inspected for condition of bore and piston rings. If the bore is worn badly or is scored, it will require re-boring and an oversize piston with rings. The original diameter of the bore is 2.677-in. in the case of MOV and MAC cylinders, and 3.189-in. on the MSS.
Re-boring is generally considered necessary when wear in excess of .008-in. has taken place, or the bore has become damaged or scored.
The rings when new, and when fitted to a new or re-bored cylinder have gap clearances as follows :-
|
MOV and MAC |
Compression rings |
.010-in. |
|
|
Scraper ring |
.012-in. |
|
MSS |
Compression rings |
.018-in. |
|
|
Slotted scraper ring |
.016-in. |
|
|
Stepped type scraper ring |
.016-in. |
Oversize pistons and rings are made in only three oversizes :- plus .020-in., plus .040-in., and ,060-in. (not in .060-in. for MSS).
No intermediate sizes are used, It is not practicable to fit oversize rings to a worn cylinder unless the cylinder is re-bored and the appropriate larger piston fitted.
Removal of Automatic Timing Unit
(See Fig. 25).
The removal of the timing cover should now be undertaken. It will come away easily when the screws have been taken out. Never attempt to remove the cover by inserting a screwdriver as a wedge between the faces. This damages the faces and will cause oil leakage after re-assembly. If the cover has stuck to the joint packing, tap it carefully at several points round the edge to free it.
The following procedure applies also to engines with hand controlled ignition, except that no sprag need be used when removing the magneto gear.
Having removed the cover, remove the automatic timing unit as follows : Loosen the hexagon nut in the centre. It will be found to tighten again shortly after becoming free. Continue turning it, when it will be found that the nut (which forms its own extractor) will withdraw the unit from the armature if the pressure on the spanner is maintained. The nut has a right-hand thread.
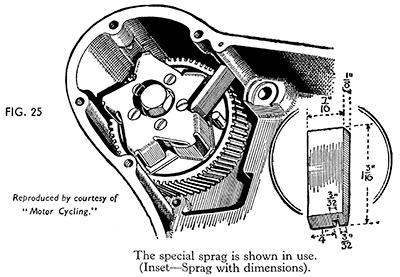
The use of the sprag is essential when removing any B.T.H. timing unit fitted with a limiting stop as used up to 1946, otherwise one of the " ears " of the centre will foul the stop peg in the gear either bending the " ear " or loosening the peg. Either condition prevents proper working of the unit.
Take off the three fixing nuts securing the magneto flange to the crankcase and remove the magneto.
Access to the timing gears is obtained by taking off the strengthening plate, which is held by bolts and one nut on the end of the cam-wheel spindle. The cam-wheel, intermediate gear and cam-follows can be pulled off their spindles by hand. Behind the cam-followers is a "Belleville" washer. Take care not to lose this, and be sure to replace it when re-assembling.
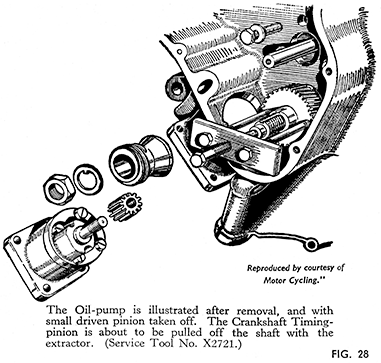
The Oil Pump.
(See Fig. 28).
The oil pump has to be taken out before the worm gear and crankshaft pinion can be removed. It is essential to heat the crankcase surrounding the pump before any attempt is made to tap it out. Remove the four screws holding the base-plate of the pump to the crankcase - heat up the crankcase by means of a blowlamp, and when hot tap out the pump from inside the timing case, using a soft drift. Avoid applying the drift to the end of the spindle.
To take the pump apart for inspection of the gears, take out the four screws securing the pump body and cover to the base plate. Pull the cover and body apart and the gears will lift out of place. It will usually be found unnecessary to take the spindle from the pump-cover but to do so, take off the pinion which meshes with the driving worm by unscrewing it carefully from the spindle, it has a right-hand thread, and can be held most conveniently with a pair of pliers. The pump gears should be a close fit in the body without end float.
The pump cover must be accurately lined up with the body before attempting to refit it or lap in new gears and work should not be undertaken without the Pump Alignment Tool X2719.
Should new gears be fitted it may be necessary carefully to lap them in by rotating the spindle a few times with a small quantity of abrasive. For this purpose, fine Turkey-Stone Powder should be mixed with oil and should be run through the pump. In no circumstances should ordinary grinding compound or emery be used. After lapping it is of the utmost importance to take the pump apart again and to clean all parts thoroughly to remove even the smallest trace of abrasive. Re-assemble the pump with clean oil on the gears. Heat the crankcase before attempting to refit the pump, which must be replaced the same way round as originally fitted.
Extracting the Crankshaft Timing-Pinion.
(See Fig. 28.)
Removal of the pump permits the worm and crankshaft pinion to be taken off the mainshaft as follows : Remove the nut from the mainshaft —left-hand thread—and then the " tongued washer. The worm can be prised off with two screwdrivers. A small puller will be needed for the removal of the pinion.
This is s simple tool, No. X2721, made from a steel plate 2-in. x 1-in. with two ¼-in, clearance holes (17 /64-in.) drilled at 1&3/32-in. centres. Midway between these holes drill and tap a hole 5/16-in. B.S.F. thread. Two ¼-in. diameter x 2½-in, long bolts should be reduced in diameter for 3/8-in. at the ends and threaded 2 B.A. The extractor bolt for the centre hole should measure 5/16 x 2-in, threaded up to the head. The finished puller and method of use can be clearly seen from the accompanying sketch.
Separating the Crankcase - Removal of Main-Bearings.
On all MOV and MAC models up to mid 1954 a ballrace on the timing side and a parallel roller race on the drive side support the flywheel assembly. Current MAC models employ parallel roller races on both sides.
MSS engines up to engine number MSS6300 are fitted with two parallel roller races - a double row type on the driving side and a single row the same as that now used on MAC models on the timing side. MSS engines from MSS6301 have two taper roller bearings - one on each side. See page 62.
Renew the bearings if there is any trace of roughness or if there has been up and down play on the shafts.
The separation of the crankcase halves is quite easy after taking out all the bolts and through studs which hold them together - including the cylinder oil feed bolt if an early model. The drive side case will lift off leaving the centre portion of the roller race on the main shaft. The bearing outer ring will come away in the crankcase. On engines fitted with a ball-race on the timing side the shaft will probably have to be lightly driven through the race leaving it in the case.
The ballrace and the outer rings of roller bearings are readily removable without special tools. Heat the half crankcase and when at about 100°C. jarr the bearings out of their housings by bringing down the crankcase smartly - joint face downwards onto a solid wood surface such as the bench top. The centre portions of the parallel roller races can be prised off the mainshafts.
Whilst the crankcase is dismantled remove the suction filter plug and if previous to engine number MAC15523 the check valve plug, ball, and spring also. Carefully clean out all oil passages and drillings.
The Big-End Bearing.
The connecting rod should have no detectable vertical play with oil in the bearing. There will be about .008-in. in side play.
To dismantle the Flywheel assembly a heavy Box-Spanner will be needed. The crankpin nuts are invariably tight, and good leverage is required to shift them. The nuts are not locked.
For MOV big ends the spanner must be 5/8-in Whit. (1.101-in. across the flats) and the outside diameter around the hexagon must not exceed 1&7/16-in
For the MAC and MSS a ¾-in Whit. spanner (1.3-in. across the flats) and not exceeding 1&5/8-in. diameter around the hexagon will be needed, No. X2720.
The ends of the Crankpin are slightly taper and the pin will have to be driven out of the Flywheels. For inspection it is of course only necessary to take off one Flywheel, which will permit the connecting rod and the roller cage to be slid off the crankpin, making all parts accessible for close inspection.
The roller cage is supported on the crankpin and occasionally wears the outer edges. This is not important provided that the roller track in the centre is in good condition. Any pitting of the roller track calls for renewal of the affected part, and the Crankpin will have to be taken out of the other Flywheel.
The crankpin is made up of two parts (except before 1939 when the pins were made in one piece) - a hardened steel sleeve being pressed on to a "soft" pin. Thus in the event of wear, the sleeve only can be renewed. These are made in the following diameters
|
|
MOV. |
MAC. |
MSS. |
|
Standard diameter |
1.24292-in. |
1.374-in. |
1.4990-in. |
Refitting the Crankpin.
See that the oil hole and oil passage in the crankpin assembly are clear also carefully clean the tapers and the faces of the pin and flywheels.
The crankpin assembly as distinct from the early one-piece type will fit either way round. Only on the very old type is it necessary to match up the oil hole through the radius of the crankpin shoulder with the oil hole in the timing side flywheel.
Set the crankpin assembly in the timing side flywheel so that the oil hole drilled through the roller track faces the centre, i.e., so that it points vertically downwards when the flywheels are at top dead centre position.
Push the pin into the taper as far as it will go and tighten up the nut just enough to draw the shoulder of the pin into contact with the flywheel face. Do not tighten more than this or the pin will be drawn through the hardened sleeve.
With a syringe or force feed oil can force oil into the end of the timing side mainshaft and make certain that it issues from the drilling in the roller track.
Place the roller cage in position on the crankpin and fit the rollers. These can be stuck in place with a little clean soft grease or vaseline.
Push the connecting rod into place over the rollers and check the fit. With grease or oil in the bearing the rod must turn on the rollers perfectly freely. If fitted up dry for checking purposes there should be just the very slightest perceptible vertical play in the bearing.
Oversize rollers are stocked and can be employed to eliminate play if the roller tracks of the sleeve and outer ring are not badly worn and are free of pitting. The outer ring in the rod can also be renewed separately.
The sleeve will often be found to have worn where it supports the roller cage. This wear can be disregarded if the roller track is in good order and if the wear is not so extensive as to leave the edges of the roller track unsupported.
Slight stiffness in the bearing can be eased by polishing the sleeve or lapping out the ring in the connecting rod.
When the bearing is correctly fitted place the driving side flywheel over the other end of the crankpin and press it down until the side faces are in contact and locating the rim of the wheel concentric with the rim of the timing side flywheel. Line up with a straight edge across the rims before finally trueing.
Lining up the Flywheels.
For lining up the Flywheels perfectly straightforward equipment is all that is required. The Flywheels should first be roughly lined up in the vice and then trued by placing the two main-bearings on their shafts, resting these on V blocks 5-in. from the shaft centres to the base and 2&3/8-in. apart, and then checking with a Dial-gauge on the Mainshafts. The shafts are allowed a maximum out of truth figure of .001-in.
When correctly lined up finally tighten both crankpin nuts and re-check the shafts for accuracy.
Refitting the Main Bearings.
MOV, MAC, and MSS to Engine No. MSS 6300.
NOTE SPECIALLY that the inner rings of the main bearings taper .001-in. per inch and must therefore be fitted the correct way round to their respective shafts. The " large " ends of the inner rings are always fitted adjacent to the Flywheel bosses, i.e., they are placed on the shafts "large end first."
The " large " ends will be found on inspection to have a pronounced radius, but as an extra check, " Hoffman " bearings have the maker's name and identification serial numbers stamped on the opposite side of the races so that when correctly fitted these marks should be outside and remote from the Flywheels.
Should an attempt be made to fit the bearings the wrong way round it will be found that they will hardly go on to the mainshafts at all when pressed lightly into position with the fingers,
Heat the Crankcase halves before fitting the outer rings of the roller races by immersing each half in boiling water until it is hot enough to allow the outer ring to be dropped into the housing.
Usually the same quantity and thickness of shimming as originally used will be correct when reassembling.
Note that any packing shims used to control the end float on the flywheel assembly must be fitted into place before the bearings and see that the outer ring of the roller races are fitted with lip at the bottom of the housing, otherwise it will be impossible to slide the Crankcase into place owing to the rollers being unable to enter the outer rings.
Mainbearings - MSS Type. (From Engine No. MSS 6301).
Beginning at engine number MSS 6301, the use of parallel roller bearings was discontinued and this engine and those that follow are assembled with taper roller engine mainshaft bearings. This alteration involved modifications to the crankcase and the flywheels and to the timing pinion fitted to the crankshaft. The new catalogue numbers of the replacement parts concerned are as follows
|
M43 /6 |
Crankcase driving side. |
|
M44 /6 |
Crankcase timing side. |
|
M87 /3 |
Crankshaft roller bearings. 2 off. |
|
M23 /5AS |
Flywheel assembly timing side. |
|
M125 /5AS |
Flywheel assembly driving side. |
|
M215 |
Crankcase bearing shim .003-in. thick. As required. |
|
M245 /2 |
Crankcase bearing shim .005-in. thick. As required. |
|
M245 /3 " |
Crankcase bearing shim .008-in. thick. As required, |
|
M234 /4 " |
Crankcase bearing shim .002-in. thick. As required. |
The modification to the timing pinion M32 /4 consists of turning back a recess at the slotted end of the pinion to permit the end of the pinion to enter the end of the inner ring of the taper roller bearing on the mainshaft. In consequence the modified pinion must be used on an engine with taper roller bearings and an earlier type pinion will not be satisfactory, but the modified pinion may be used on all earlier engines of MOV, MAC and MSS type where 16 degree helix angle gears are fitted, and is supplied in replacement.
The fitting of these main bearings calls for a slightly different technique from that adopted with the previous types of mainbearings. Should it be necessary to replace a set of these bearings the crankcase is unbolted and dismantled in the usual way and the rings are removed from the crankcase in just the same manner as would be adopted for outer rings of the parallel roller races used previously. The inner portions of the bearings are however a tight fit on the mainshafts, and in order to remove the inner race it will be necessary to remove six of the rollers from the cage. (This work can be done with the aid of a sharpened spoke). The cage can easily be removed afterwards. The inner ring will then have to be ground and split to remove. Care should be taken not to grind the shaft of the flywheel. After pressing the new inner rings in position and fitting the outer rings, the crankcase must be fitted up with the flywheel assembly in place and bearing shims as required, should be fitted so that with the main bearings just binding there is a .004-in. gap(maximum) around the joint face of the crankcase.
The above instructions only apply to taper roller bearings.
Refitting Flywheels to Crankcase.
MOV, MAC, and MSS, prior to MSS 6301.
As to the re-assembly of the Crankcase, no particular difficulty is likely to occur, but care is necessary to see that the Flywheel Assembly is set so that with perfect freedom when cold, there is no detectable sideplay.
The best method of doing this part of the work is first to fit the main bearings into the Crankcase, bolt the two halves of the Crankcase together (there is no joint packing used between them) and measure carefully the distance between the faces of the two inner rings of the bearings. Use an internal micrometer for this. Next measure the width across between the main Bearing-bosses on the Flywheels. Any difference between the two dimensions may be made up by placing sims behind the outer rings of the bearings. As far as possible pack each side equally to keep the Flywheel Assembly central in the Crankcase. The shims are stocked in three thicknesses, .003-in., .005-in., and .012-in.
Re-Assembly of Crankcase.
Further assembly is then quite straightforward to anyone who has taken the engine apart. It may be an advantage to note that joint packings must be used on the Pump-Base-Plate, the Timing Cover, the push-rod tube flanges (2 at top, 1 at bottom), the Cylinder base and Carburetter. All other joints are metal to metal. Good jointing compound is necessary on all joints except the Cylinder head joint.
Adjustment of Intermediate Timing Gear.
When refitting the timing gears note that the spindle carrying the Intermediate gear is integral with a flange inside the Crankcase, to which the flange is secured by three ¼-in. x 26T Bolts.
These bolts pass through 11/32-in. holes, and as the Spindle has considerable freedom in the hole through which it passes, a certain amount of movement is provided for adjusting the mesh of the Intermediate gear with the Crankshaft Pinion and Camshaft wheel. This adjustment is set correctly at the Factory, and generally no alteration to the setting is needed, but should the necessity arise, the Spindle should be set so that the three gears mesh without noticeable backlash, but run with perfect freedom of rotation.
When new the spindle for the Intermediate gear is .561-in. diameter, and a new bush should be bored out to .5625-in. The Camwheel spindle is .499-in. and the bush size should be .5-in. New bushes should be bored out in preference to reaming to ensure concentricity of the bearing with the gear teeth. These timing gears should have end float not exceeding .0015-in. on their spindles. Check with feeler-gauge between end face of bush and strengthening plate.
Place the Crankshaft timing pinion in position on the mainshaft, engage it with the key and tap it up into place. Slide the pump driving worm into position, fit the tongued washer and screw up and tighten the left-hand thread retaining nut.
Re-Assembling the Piston and Cylinder.
(Before re-assembling the cylinder, refer to paragraph re. cylinder head joint).
If the magneto has been removed refit it before fitting the Cylinder.
Before refitting the Cylinder barrel, check the connecting rod for alignment if there is any indication from inspection of the Piston that it is not quite true or there is any reason to suspect that it may have been distorted. To check the Connecting Rod for accuracy, obtain a mandrel of the same diameter as the gudgeon pin and not less than 5-in. long.
Pass this through the smallend bush, set the Flywheels with the big-end at T.D.C. and verify by means of a surface gauge that the mandrel is parallel with the top machined face of the Crankcase and in line with the Crankshaft centre line. Examine the piston bosses to make sure that the small-end eye of the rod has had sufficient side clearance from the Piston, and has not been thrusting up against one of the bosses.
If a split skirt piston is fitted, it must be refitted so that the split is at the front. Also on MOV or MAC see that the larger of the two flat machined surfaces on the piston crown faces forward.
Tap the gudgeon pin into one of the piston bosses, so that it protrudes very slightly beyond the inside face of the boss. Slip the piston over the top of the connecting rod engaging the protruding end of the gudgeon pin in the small-end bush which should previously have been smeared with clean oil, and drive the gudgeon pin back into place, obtaining assistance when doing so to support the piston on the opposite side, as described in a previous section for the removal of the piston.
Take care not to drive the gudgeon pin too far, and thus damage the piston boss on the other side by forcing it too hard against the circlip which is fitted. When the gudgeon pin is in position fit the other circlip into its groove, making sure that it is correctly seated.
Wipe the piston clean, fit the rings into position, space them so that the slots are approximately equidistant from one another around the circumference of the piston, and smear the skirt of the piston with clean oil.
If the packing washer on top of the crankcase has been taken off or broken, fit a new one into position over the spigot at the bottom of the cylinder.
Wipe the inside of the cylinder bore with clean rag, lightly smear it with clean engine oil and proceed to slide it over the piston, compressing the piston rings in turn with the fingers so as to enter them in the cylinder, which should then slide down easily into place.
It is an advantage if help is available, as an extra pair of hands are very useful during this part of the work. See that the cylinder is fitted the correct way round, the cutaway portion of the fins being of course behind the pushrod tubes. As the utmost cleanliness must be observed during the foregoing operations, it is advisable that the hands should be thoroughly wiped before carrying out this part of the work, as no dirt or foreign matter must be allowed to get on to the piston or cylinder bore, as this would be likely to cause damage. Also do not use " fluffy " rag.
Re-Fitting the Oil Pump.
The oil-pump may now be re-fitted. Heat the Crankcase with blowlamp adjacent to the Pump housing. Do not concentrate the flame at one point but move it about to distribute the heat. Slip a new joint packing over the Pump on to the base plate and slide the Pump into place. Take care to engage the driving gear correctly with the worm and see that the screw holes in the base plate are exactly opposite the screw holes in the crankcase. Fit and tighten the four fixing screws. See Fig. 28 for correct position of pump for re-fitting. A longer screw is fitted into the inner front hole.
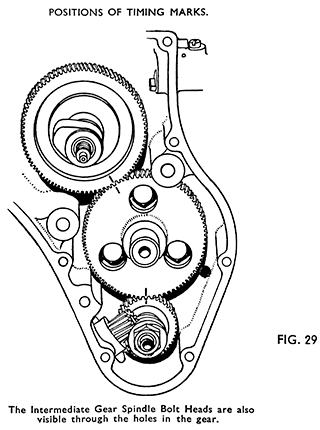
Re-Timing the Valves.
To re-time the valves, bring the mark on the Crankshaft pinion to the top (Fig. 29), by turning the Crankshaft. Fit the Camwheel and Intermediate wheel on their respective spindles so that the marks etched at the edges of the gears coincide. It should be noted that although there are two marks on the Intermediate gear, it is possible immediately to find out which mark should match with the Camwheel, and which with the Crankshaft gear, as the marks are not diametrically opposite, and the longer section between the marks is always facing the front of the machine.
Note specially that once the Crankshaft has been turned the marks will no longer coincide again until the shaft has turned 93 complete turns. This is because the Intermediate gear has an odd number of teeth (a " hunting " gear) to distribute the wear evenly on the teeth. The actual numbers of teeth are : Crankshaft Pinion, 46 ; Intermediate gear, 93; Camwheel and Automatic Timing Unit, 92.(Except on engines of pre-1936 make. Early types had 24 T. or 47 T. Crankshaft Pinions.)
NOTE.—Because the timing marks on the Intermediate gear will not always register at once with those on the Camwheel and Crankshaft pinion when the mark on the latter is brought to the top on removing the Timing cover, it has sometimes been assumed that the engine has previously been timed incorrectly. From the information given above it will be clear that the chance of an engine stopping with the gears in the positions shown in Fig. 29, or thereabouts, is very remote.
When the Strengthening Plate has been refitted the Automatic Timing Unit can be replaced and the Ignition timing reset. Make sure that the Lockwashers have been refitted under the bolts securing the plate and that the bolts are properly tightened up.
The Valve Timing.
Before checking refer to Note above.
The following preliminary work is unnecessary if the engine is out of the machine.
Preliminary Work.
On MAC and MSS Models remove the Fuel Tank. (See details, page 46).
Checking.
Take out the sparking-plug and remove the cover from the dynamo belt. Fix a Timing Disc to the Crankshaft and a Pointer to some fixed part of the engine.
Rotate the Crankshaft slowly with the Footstarter until the Inlet-valve is seen to open and close.
Insert a spoke or a straight piece of stiff wire through the sparking-plug hole and then move the Crankshaft forward again VERY slowly until the piston is felt to reach its highest point in the Cylinder. By rocking the Crankshaft back and forward whilst holding the spoke or wire the top dead centre position is readily found.
DO NOT USE A SHORT PIECE OF WIRE—IT MAY BE DROPPED ACCIDENTALLY INTO THE CYLINDER.
Set the pointer to zero on the timing disc.
For checking the valve timing the tappet clearances used differ from those employed for running and the adjustment must be reset to the checking clearances before checking and reset to the running clearances afterwards. The cams are ground with quietening ramps and these take up the clearance gradually. A correct setting of the clearances can only be obtained when the bottom rocker pad of the valve being adjusted is resting on that part of the neutral of the cam which is opposite to the peak or point of highest lift.
To set the cam in the right place turn the crankshaft before setting the inlet clearance until the exhaust valve is just on the point of opening. Turn the crankshaft again before setting the exhaust clearance until the inlet valve is on the point of closing. This is important. All clearances a re to be set cold.
Clearances for checking are :--
|
MAC (Alloy head type), Cam No. M17-5. |
Both valves .030-in. to .035-in. |
|
MAC (Alloy head type), Cam No. M17-4. |
Both valves .030-in. to .035-in. |
|
MAC and MOV (Iron head), Cam No. M17. |
Inlet Valve .010-in. ; Exhaust .015-in. |
|
MSS (Iron head), Cam No. M17-3 (Some ex Army 350 c.c. models have this cam.) |
Both Valves .025-in. |
With the clearances specified the timing for the respective cams is :-
|
Inlet opens : |
Cams M17-5 & M17-3 30º |
Cams M17-4 & M17 50° Before top dead centre. |
|
Inlet closes : |
Cams M17-5 & M17-3 60° |
Cams M17-4 & M17 60° After bottom dead centre |
|
Exhaust opens : |
Cams M17-5 & M17-3 60° |
Cams M17-4 & M17 70° Before bottom dead centre |
|
Exhaust closes.: |
Cams M17-5 & M17-3 30° |
Cams M17-4& M17 40° After top dead centre. |
The inlet and exhaust cams are machined in one piece so that should there be a marked variation in the reading from one cam but the setting of the other be found correct the cams and followers should be inspected for wear.
With new cams and followers or those known to be in good condition it is sufficient to check only the inlet opening position. If this is right the remainder of the setting follows automatically.
After resetting and checking the timing readjust the tappet clearances for running, placing the crankshaft as instructed above.
Clearances for running are:
Both valves 005" on MAC with cams M17 /4 and M17 /5.
Inlet .003" Exhaust .006" on MOV and MAC with cast iron heads.
Inlet .005" Exhaust .010" on MSS Models.
All clearances to be checked and set when engine is cold.